品質保証部での勤務も経験されています。
中島 2004年にCSセンターから品質保証部に異動になり、職場がまた小牧工場になりました。
小牧工場は2003年にはカゴメラビオ(株)と社名が変わり、また2009年にはカゴメ(株)に吸収合併されています。
品質保証部での初仕事は、ISO9001の取得事務局であり、1年ぐらいかけて準備し、2006年に取得しました。この部署では、QC(Quality Control:品質管理)サークルの事務局も担当しました。
食品ですから、食中毒や危害の発生は許されません。
基本的に、安全はHACCP(Hazard Analysis and Critical Control Point:ハサップ)によって確保します。
しかし、工場の状況は、日々変わります。HACCPで製品の殺菌温度をしっかり管理していれば、食中毒が絶対起きないかというと、そうではありません。
そのため、製品や液の殺菌に加えて、機器殺菌システムも取り入れ、設備機器の殺菌モニタリングも行っています。
検査は、各ラインでの定時検査と品質管理部門の検査とのダブルチェックで行っています。
微生物検査は、通常、結果が出るまでに2〜5日間かかります。
一方、乳酸菌製品は製造翌日には店舗に向け出荷する必要があります。当社ではそれに合わせ、大腸菌群・酵母の検査結果を翌日には判定できる迅速測定装置を導入し、万が一の不具合については必ず止められる体制を整えております。
HACCPと検査との二重で安全を確認しています。
また時折、包装が少しまがるといった、ちょっとした不良も発生します。
ISO 9001(品質マネジメントシステム)の認証取得には、そういったことをなくす狙いもありました。
ISO 9001の構築では、3つのことにポイントをおきました。
まずは、不良を発生させないこと。とはいえ、失敗はどうしても起きてしまいますので、発生した不良を流出させないようにします。そして、大事なのが、同じ失敗を繰り返さないことです。
取組みが形骸化しないよう、日常業務をISOの仕組みに対応させ、全て自分たちの言葉で文書化し、改善のプロセスを細部まで落とし込んでいます。
乳酸菌製造業は装置産業ですので、製造工程だけでなく、日常行っている設備の保全もISO 9001の主要なプロセスと位置付けました。
その結果、不良品がしだいに減り、改善の仕組みが定着してきたので、最近はほとんどなくなっています。
原因究明は、小さな証拠を見逃さずかき集めて、原理原則に基づき仮説をたて検証していくサスペンスドラマです。徹底的に調査・検証し、対策が原因にピタッとはまると、面白いようにその不良は無くなります。
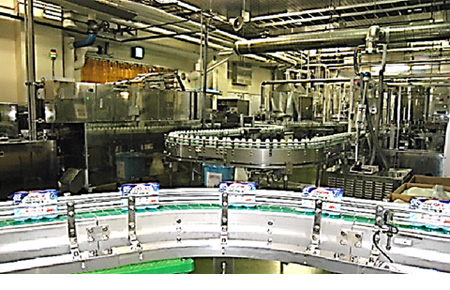
小牧工場の製造ライン